Welcome to my blog on Industrial 4.0, the latest revolution in the industrial sector. The world of manufacturing is changing rapidly with the emergence of Industry 4.0, also known as the Fourth Industrial Revolution. This revolution is characterized by the integration of digital technologies into every aspect of the manufacturing process, creating a new era of smart factories and supply chains. In this blog post, we will explore what Industry 4.0 is, its key features, and its potential impact on the manufacturing industry.
With the advent of Industrial 4.0, industries are moving towards digitization and automation. This revolution is changing the way businesses operate and interact with customers. Industrial 4.0 is not just a technology-driven change; it is also a cultural and organizational change that requires businesses to adapt to new ways of working.
One of the key technologies that are driving the Industrial 4.0 revolution is the Internet of Things (IoT). IoT devices are embedded with sensors, software, and other technologies that enable them to communicate and exchange data with other devices over the internet. This connectivity and data exchange allow businesses to collect real-time data on their operations and use that data to optimize their processes.
Another technology that is driving the Industrial 4.0 revolution is Artificial Intelligence (AI). AI algorithms can analyze large amounts of data and make predictions and recommendations based on that data. This technology can be used in industrial settings to optimize production processes and improve quality control.
Industrial 4.0 is also driving the adoption of new business models. For example, businesses are moving towards a more customer-centric approach, where they use data to understand their customers’ needs and preferences and offer personalized products and services. This approach can help businesses increase customer loyalty and generate new revenue streams.
What is Industry 4.0?
Industry 4.0 is the next phase in the evolution of manufacturing. It builds on the three previous industrial revolutions that have transformed manufacturing since the 18th century. The first industrial revolution, powered by steam and water, mechanized production. The second, powered by electricity, introduced mass production. The third, powered by electronics and information technology, automated production. Industry 4.0 is characterized by the integration of these technologies and the introduction of cyber-physical systems (CPS).
Key Features of Industry 4.0:
Industry 4.0 is marked by several key features, including:
1) Interconnectivity: The integration of various systems, machines, and devices through the Internet of Things (IoT) and other technologies.
2) Information Transparency: The ability to collect and analyze data from all parts of the manufacturing process, allowing for real-time decision-making.
3) Decentralized Decision-making: The ability to make autonomous decisions at various levels of the production process, reducing the need for human intervention.
4) Technological Assistance: The use of augmented and virtual reality, artificial intelligence, and other technologies to assist human workers in the manufacturing process.
5) Modularization: The ability to create flexible, modular production systems that can be quickly reconfigured to adapt to changing market demands
Impact of Industry 4.0 on the Manufacturing Industry:
Industry 4.0 has the potential to transform the manufacturing industry in several ways. It can:
1) Increase efficiency: The integration of various systems and data can lead to greater efficiency in the manufacturing process.
2) Improve quality: The ability to collect and analyse data in real-time can improve product quality and reduce defects.
3) Reduce costs: The use of autonomous systems and the ability to quickly reconfigure production systems can reduce costs.
4) Enable customization: The use of modular production systems can enable manufacturers to quickly adapt to changing market demands and produce customized products.
5) Create new business models: The integration of digital technologies can create new business models, such as predictive maintenance and remote monitoring.
key challenges in Industry 4.0:
1) Lack of skilled workforce: The implementation of Industry 4.0 requires a workforce that is skilled in various areas such as automation, data analytics, and cybersecurity. However, there is currently a shortage of such skilled workers, which can pose a challenge for companies looking to implement Industry 4.0.
2) Data security and privacy concerns: As companies gather more data and rely more heavily on digital technologies, there is an increased risk of data breaches and cyber attacks. This makes it crucial for companies to implement robust cybersecurity measures to protect their data and ensure customer privacy.
3) Integration with legacy systems: Many companies still use legacy systems that are not compatible with the latest Industry 4.0 technologies. This can make it difficult and costly to integrate these systems with newer technologies.
4) Cost of implementation: Implementing Industry 4.0 technologies can be expensive, particularly for small and medium-sized businesses. This cost can include the initial investment in technology as well as ongoing maintenance and upgrades.
5) Change management: The implementation of Industry 4.0 can require significant changes in the way companies operate and manage their processes. This can pose a challenge for organizations that are resistant to change or have a rigid organizational structure.
Application of industry 4.0 :
1) Predictive Maintenance: Industry 4.0 allows for the real-time monitoring of machines and equipment. This enables predictive maintenance, which can help to prevent unplanned downtime, reduce maintenance costs, and extend the life of machines and equipment.
2) Quality Control: Industry 4.0 technologies can be used to monitor and control the quality of products during production. Sensors can be used to detect defects or deviations from the desired specifications, and automated systems can be used to adjust the production process in real-time to maintain quality.
3) Supply Chain Management: Industry 4.0 technologies can be used to create more efficient and effective supply chains. Real-time tracking of products, materials, and components can help to optimize inventory levels, reduce lead times, and improve the overall responsiveness of the supply chain.
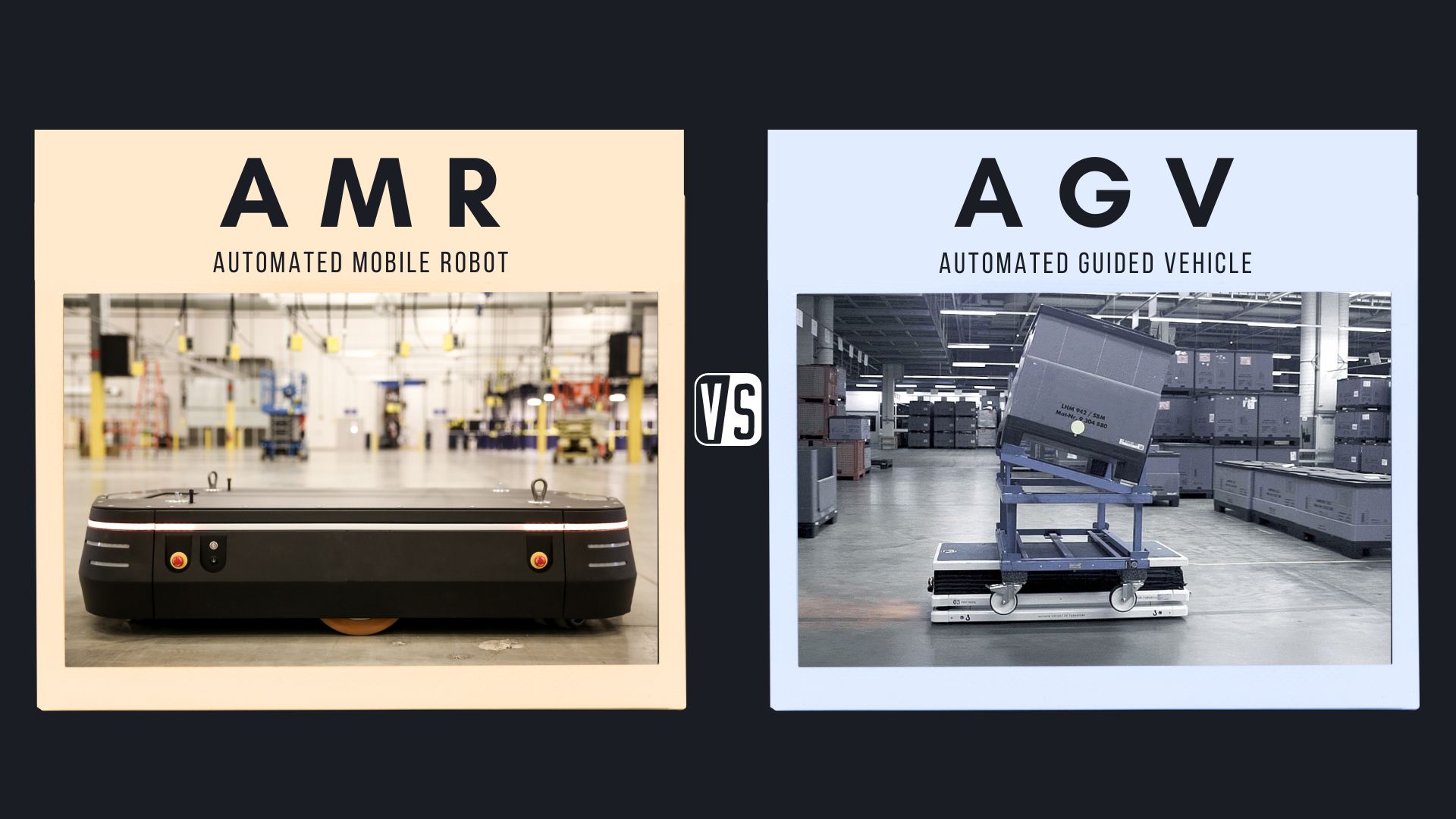
4) Smart Warehousing: Industry 4.0 technologies can be used to create smart warehouses that are more efficient, accurate, and safe. Automated systems can be used for material handling, inventory tracking, and order fulfillment, while sensors and cameras can be used to monitor safety and security.
5) Smart Energy Management: Industry 4.0 technologies can be used to optimize energy consumption and reduce costs in manufacturing facilities. Smart sensors and systems can be used to monitor energy usage and identify areas where efficiency improvements can be made.
Finally, the Industrial 4.0 revolution is also changing the way businesses approach sustainability. The use of digital technologies can help businesses reduce their environmental footprint by optimizing their energy consumption and reducing waste.

Conclusion:
The Industrial 4.0 revolution is transforming the way businesses operate by introducing new technologies, practices, and business models. This revolution is not just about technology, it is also about organizational and cultural change. As businesses continue to embrace the Industrial 4.0 revolution, they will need to adapt to new ways of working and adopt a more customer-centric and sustainable approach to doing business. Industry 4.0 is an exciting development in the manufacturing industry, offering new opportunities for efficiency, quality, and flexibility. As more and more companies adopt these technologies, we can expect to see a transformation in the way goods are produced and supplied. To stay competitive, companies will need to embrace this new era of smart manufacturing and invest in the technologies that enable it. The future of manufacturing industry related to Industrial 5.0 which include cloud computing, blockchain, analytic of big data, IoT and 6g world. Industry 5.0 concept is designed to make the effect of human and machine correctly.
Tags: Industrial 4.0 Automation Services, Robotic Process Automation Services, PLC & SCADA programming, Distributed Control System, HMI Real Time Data Visualization, Systems Engineering and Analysis, Industrial Automation Services, Artificial Neural Network system, ERP system, Safety system